
現今是智動化的時代
視覺檢測需求爆炸性的成長,由於 2D 成像有所限制,往往更需要用到 3D 成像的資訊才能符合檢測所需。
即使 3D 成像的源頭也來自於二維感光元件及鏡頭,但從無到有建置出 3D 成像的複雜度遠高於 2D !
於是,一體式的 3D 相機產品應運而生,它已經將 3D 成像設計到位、出廠前完成精度校正,能夠解決客戶想要立即導入 3D 應用卻不得其門而入的痛點,降低您整合到線上檢測的門檻。
然而,畢竟 3D 比 2D 多了一個維度,如何挑選 3D 相機依然還是有一定程度的門檻,我們先從成像原理介紹起。
工業 3D 相機 成像原理分類
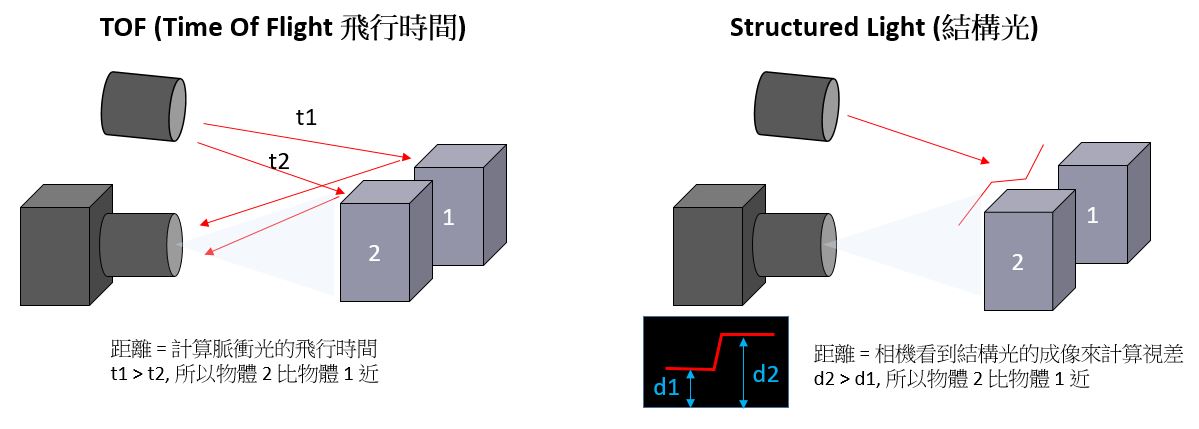
三維成像的方法很多,在此僅列出目前常見的主流 3D 相機,其成像原理大致可分為兩大類:
- TOF: 即飛行時間方法,原理為計算光脈衝發射到返回相機的時間來估測距離,由於半導體的計時測量最短時間限制,TOF 測距精度很難小於 1 mm,故較少用於工件的精密量測及瑕疵檢測應用。
- Structured Light: 即結構光方法,原理為將具有一定幾何形狀的光 (例如條狀、格狀、或點狀) 打到待測物上,在待測物表面產生幾何形狀的漫反射痕跡,再用相機拍攝這些痕跡,計算痕跡在視野內的視角差來推估距離。由於結構光方法可靠度高、精度高,是目前主流於工業界進行 3D 精密量測、缺陷檢測的 3D 成像方案。
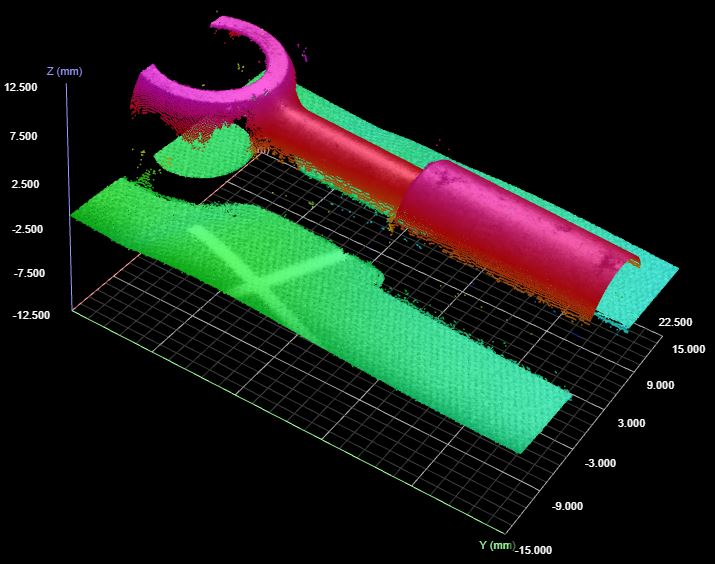
我們以結構光的成像方案為主
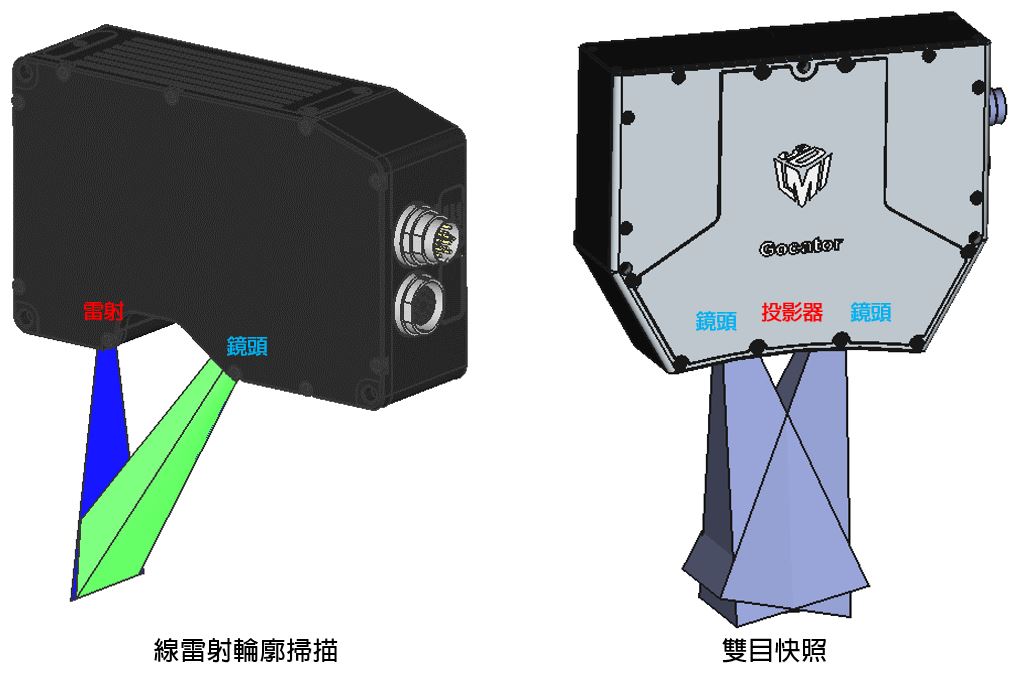
依結構光的光型又可分為兩大類:
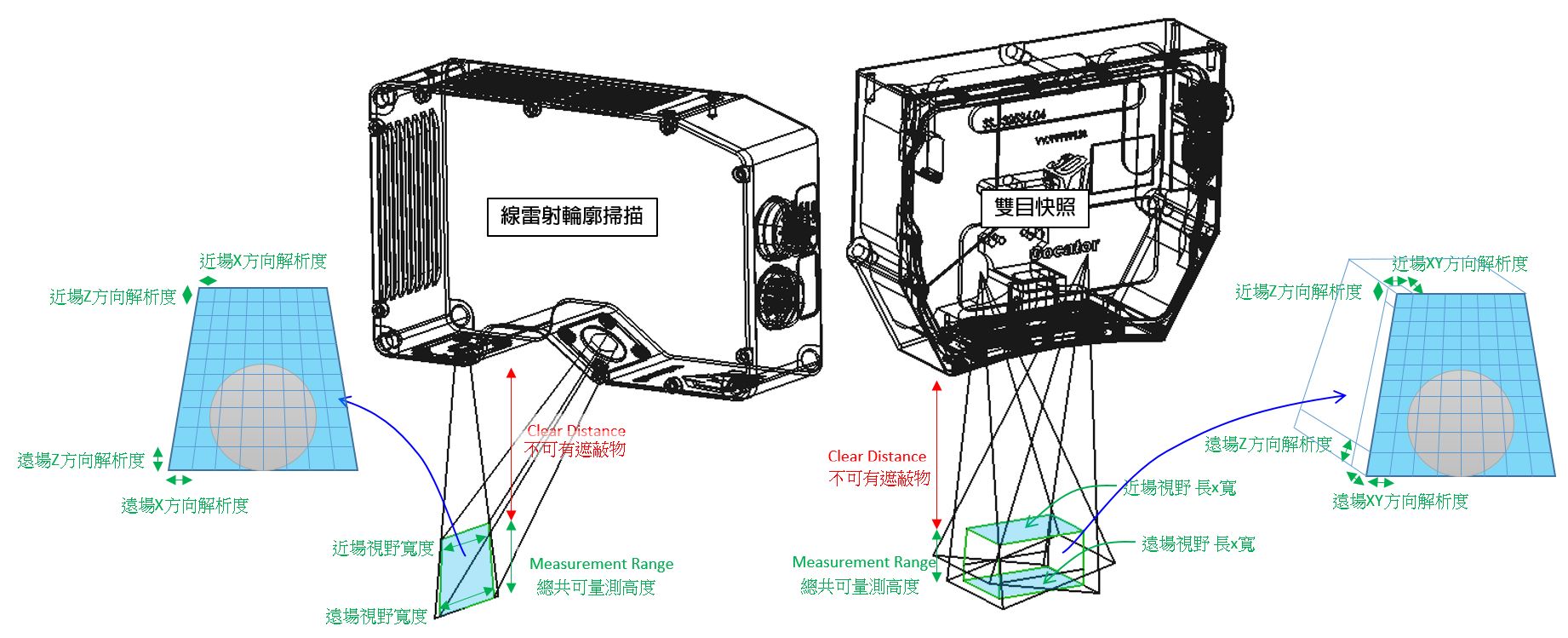
- 線雷射輪廓掃描: 其原理乃用線型雷射投影在待測物上,再用相機傾斜一個夾角拍攝雷射光的漫反射痕跡。由於一次只成像出一個 3D 斷面,若要成像出完整的 3D 表面需要移動待測物來將所有斷面拼接,故使用這類輪廓掃描,一套可移動的輸送帶或平台是必須的。
- 快照式 / 雙目快照式: 其原理乃利用投影器投射可變化位置的斑紋,再用相機傾斜一個夾角拍攝斑紋的漫反射痕跡。因為斑紋變化及整個拍攝過程待測物必須靜止,靜止等待的時間愈久對於效率產出就會有影響,故投影器的高速閃頻及相機的同步曝光、組圖運算優化是此類產品在速度上的設計考量重點;現今一套成熟的產品通常已能夠用極短的時間將曝光及變光流程拍攝完成,而且也經常使用兩組相機來共同拍攝減少視角遮蔽,因此又稱為雙目快照式相機。若您的待測物有靜止等待的時間,可以考慮使用雙目快照式相機。
待測物是什麼材質?
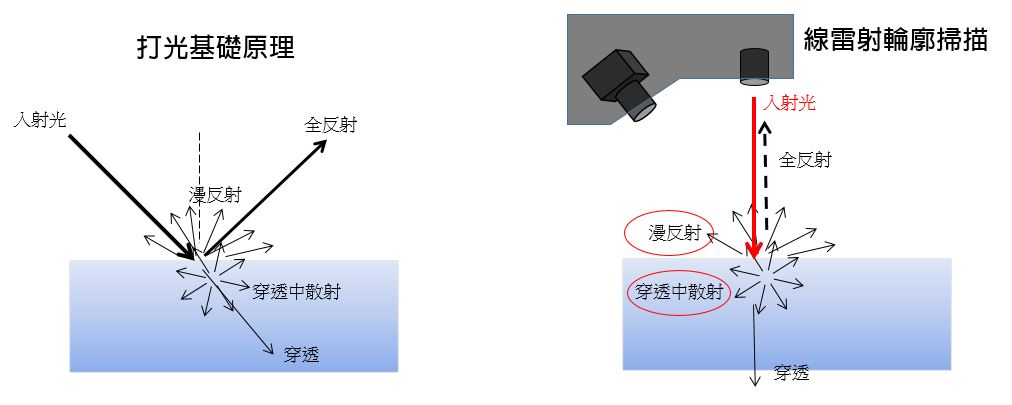
說到此處,還是要回到打光基礎原理,各位看官有興趣的話可以延伸閱讀 [為什麼 AOI 光源有那麼多種形狀]
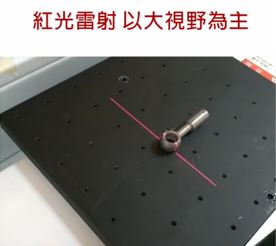
- 選擇多,成熟、入門、功率大、成本低
- 大部分的粗糙表面都可以用,泛用性高
- 針對深色吸光材料 (例如輪胎) 紅光較能呈現明亮的視場,且紅光更容易取得大功率
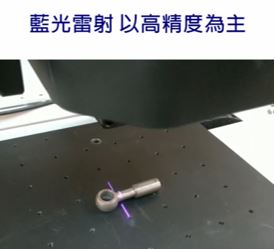
- 針對光滑金屬,藍光較能在表面留下銳利的線條
- 針對熱處理中的紅熱金屬,藍光波段相對於紅光、近紅外、遠紅外 (熱能) 距離更遠,不容易被干擾
- 針對半透明材料,藍光於表面附近散射較多,較容易被觀測到
待測物是什麼材質 Part 2 - FAQ 透明物體可以掃嗎?
![]()
基本上透明度愈高,對於光學系統要拍得好極具挑戰,限制條件也愈多。畢竟結構光會穿透透明待測物,在待測物表面留下的漫反射光痕跡過於黯淡,使得相機很難進行觀測量測。若您的透明物體屬於平面玻璃類的材質,我們有的解決方案是,使用藍光線雷射輪廓掃描,並且將相機架設於全反射最佳的角度,以求得最明亮的視場。
若您的透明物體不是平面材質、是有曲面的,由於無法將相機架設使整個曲面都在全反射最佳的角度,又要讓整個曲面都掃清晰,我們推薦採用共軛焦技術的相機。
待測物有多大?
挑選掃描相機的視野與待測物的尺寸息息相關,這裡整理出一些關鍵規格。
- Clear Distance: 表示相機前方此距離內必須淨空不能有其他遮蔽物,而且,當待測物離相機太近落入 Clear Distance 範圍是不能掃描的。
- Measurement Range: Clear Distance 是由相機出發最近可以感測的距離,Clear Distance + Measurement Range 則是相機最遠可以感測的距離,待測物的高低落差必須在 Measurement Range 範圍以內才能進行量測。
- 近場視野 / 遠場視野: 在相同高度上,線雷射輪廓掃描的視野是沿著 X 寬度方向一維的,雙目快照的視野則是 XY 二維平面的。由於透視幾何的關係,近場視野會比遠場視野來得小些。
- 解析度: 因為相機所搭配的感光元件是固定的,由於相機傾斜一個角度拍攝,透視幾何的關係,近場解析度會比遠場解析度來得更細緻,故如果量測精度要求愈高,將相機盡可能靠近待測物使用近場視野來拍攝會優於使用遠場視野。
針對線雷射輪廓掃描,待測物有多長,要掃多快?
線雷射輪廓掃描相機的掃描過程與 Line Scan 有些類似之處,比較不易理解 (雙目快照相機必須要靜止等待曝光結束,與一般二維相機的概念類似,我們就不再花篇幅贅述),這裡特別拉出來討論。由於線雷射輪廓掃描相機掃描一次只有一個斷面,需要移動待測物來拚出所有的斷面,才會形成完整的點雲模型,因此:
- 需求端要知道的規格:
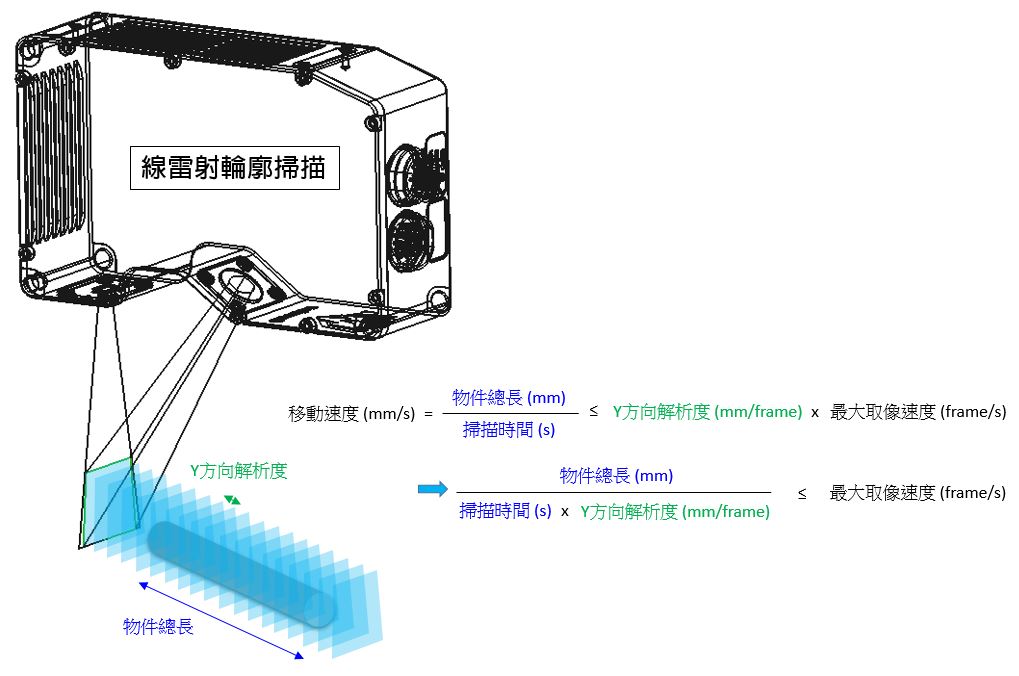
- 物件總長: 表示物件沿 Y 方向的長度。我們已經知道物件的 X 與 Z 方向尺寸需要落於視野內,但 Y 方向則需移動才能掃出來。
- 掃描時間: 指想要掃多久掃一只工件,與單位時間產出有關,通常客戶會認為產出愈多機台設備愈有效益。
- 移動速度: 即 物件總長 / 掃描時間,長度愈長想要快一點掃一只,就必須移動快些。
- Y 方向解析度: 表示移動方向每次取樣多少間隔,間隔愈窄則愈細緻。由於相機硬體規格只負責 X 與 Z 的解析度,故 Y 方向解析度需求要另外討論。
- 相機本身的規格:
- 最大取像速度: 即每秒多少張 (FPS),取樣速度必須低於這個規格,否則跟不上;相機設定 ROI (局部視野) 可以提升最大取像速度,但視野會變小。
- 綜合以上:
- 參考上圖公式,物件愈長,掃描時間又要縮短,那移動速度需要增加;移動速度增加,Y方向解析度要求又很細,那相機 FPS 就必須很快;我們盡可能提供高速 FPS 的相機,以符合市場需求,但有時需要在此做個妥協。
視野不夠怎麼辦? 視角遮蔽怎麼辦?
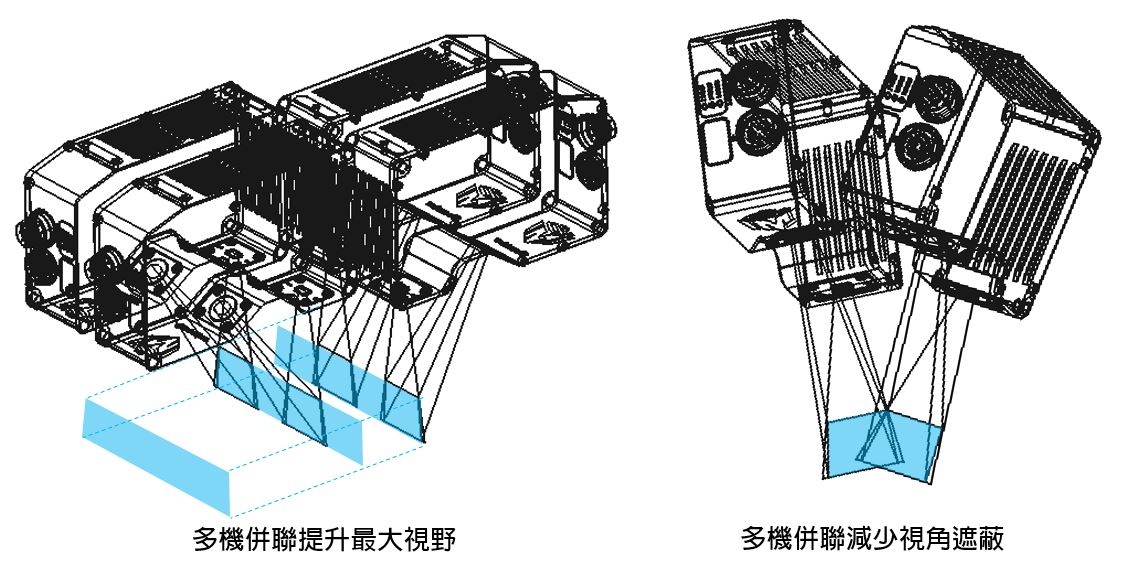
我們盡可能提供各種不同的視野款式,以符合市場需求。但視野大,畫素沒有相對的提升,解析度就會下降。因此,以滿足量測解析度需求為首要,若需要更大的視野,我們建議採用多機併聯的方案;另外,若您的工件幾何形狀會因為視角的關係導致遮蔽,例如架正上方左右看不清,架左方右方看不清,架右方左方看不清,我們一樣建議使用多機併聯的方案來克服這個問題。
如果您不喜歡多機併聯的方案,想要用一台靠多視角拼接拍到底,又不吝於研究跨領域光機電軟整合能力,也是可以達到類似的效果。
您想怎麼將 3D 相機整合至您的量測應用?
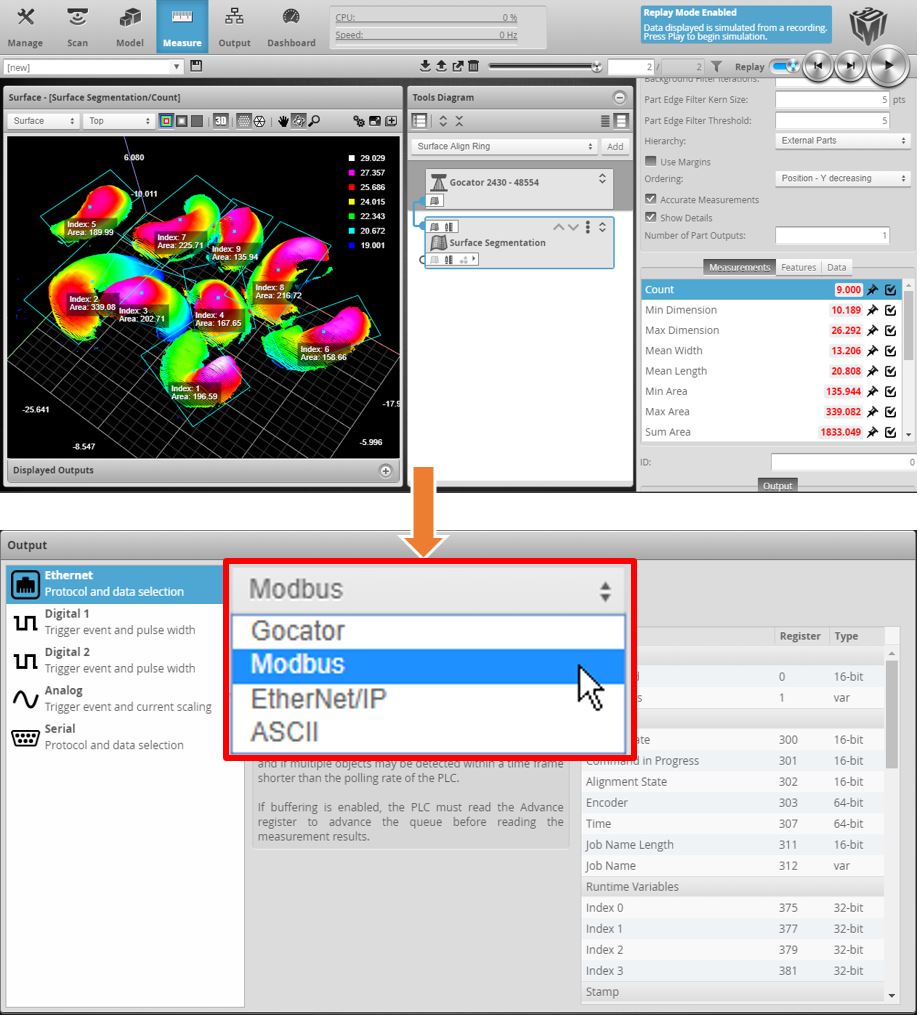
我們的解決方案有兩種,第一種,當您的量測手段簡單 (寬度、高度、斷差、平面度、孔徑 ...),使用 3D 相機內建的量測工具,並用通訊功能銜接 PLC,可將量測結果數值或 OK / NG 輸出至 PLC,用最簡潔的方式達到量測全檢自動化。
最後,量測精度有驗收標準嗎?
例如量測結果是否考慮 Gage R&R (評估量測工具是否達到重複性及再現性的需求),由於各種待測物、材質特性太多了,很難直接從硬體規格直接精準地預測是否一定符合最終需要的量測結果,建議以實際的待測物並架設平台來實際測試重複性及再現性,是否符合驗收標準。